





火焰与等离子切开接线图doc
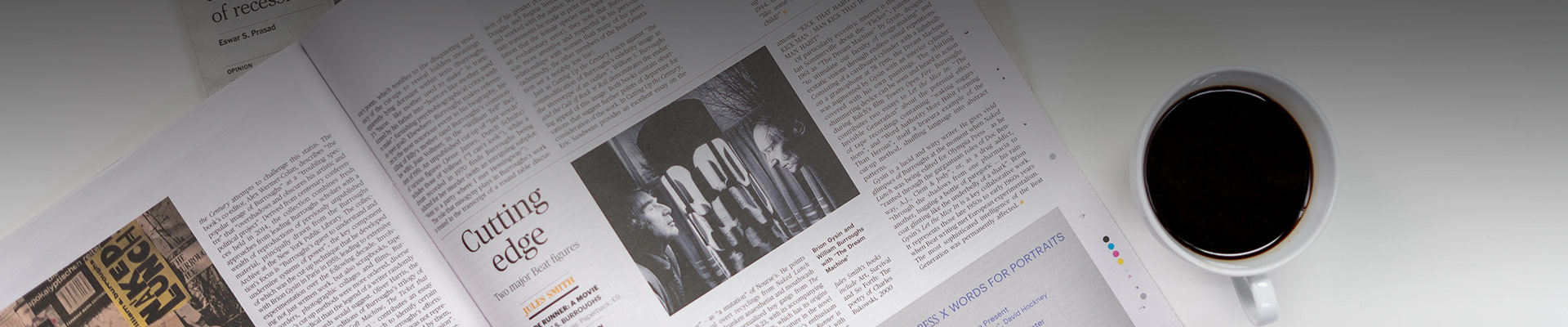
C2000 数控卡接口与外部接线芯接线图脚号信号复用脚号信号复用 1X 脉冲 20Z 脉冲 2X 方向 21Z 方向 3 22C 脉冲(旋转轴) 4 23C 方向 5Y 脉冲 24 6 25Y 方向 7 26 8Z 轴零位输入发动/ 暂停 27 9地(5V 地) 28 +5V ( 外接) 10地(24V 地) 29 +24V ( 外接) 11 M77/M79 ( 焚烧) 30Z 轴负极限回退按键 12 31 M60/M65 ( 火焰跟从) 13 M92/M91 等离子跟从 32 M50/M55 ( 乙炔) 14 M09/M10 ( 预热, 画线 M03/M04 ( 上升) 16Y 轴负极限 Y+ 按键 35X 轴负极限 X+ 按键 17Z 轴正极限中止按键 36Y 轴正极限 Y- 按键 18Y 轴零位 37X 轴正极限 X- 按键 19X 轴零位注:操作选用复用接法时,极限开关等必须用常开方法(碰到极限时才对地导通)。软件修正: 1 按要求将等离子和火焰的跟从输出分隔。 2 增加了上升延时、下降延时、穿孔时割抢上升时间设置。 3 当穿孔时割抢上升时间设置为 0 时,穿孔时割抢不上升。讨教一个问题:割枪下降后,断开下降输出端口 15 。即:上升和下降端口都处于断开状况,是否正确? 脚号等离子切开 M 指令输出暂停后快捷键脚号火焰切开 M 指令输出暂停后快捷键 33 切开: M07/M08 F4 33 切开: M07/M08 F4 14 画线 跟从: M92/M91 F6 31 跟从: M60/M65 F7 34 上升: M03/M04 F1 15 下降: M05/M06 F2 32 乙炔: M50/M55 F3 11 焚烧: M77/M79 F8 2 数控主动焊的动作要求。数控氩弧焊( TIG 焊)有三个外围设备需求操控:弧压,焊机,送丝机。焊机现在用 M50 操控。送丝机用 m09 操控, 弧压盯梢用 M60 操控。 M07 发动焊接, M08 焊接轨道完毕, M02 程序完毕。其动作要求是先发动焊机,延时后发动送丝机一起焊枪移动,再敞开弧压操控焊枪到工件的间隔。其间,焊机的操控为 4 步操控。操控信号第一次导通时开焊机,松开后出大电流,再次导通时进入收弧动作,松开后关断关焊机。送丝机和弧压均为 2 步动作,操控信号接通时作业,封闭时不作业。运转程序后,先开焊机,焊接轨道走完后,进行收弧动作。如遇到暂停,需立刻封闭焊机,持续后主动翻开。焊机发动,预热满足后立刻敞开送丝机送丝,送丝机一翻开焊枪就需求移动,焊接轨道走完后关送丝机。如遇到暂停,需立刻封闭送丝机,持续操作时,在焊机敞开,预热满足后主动翻开。焊枪移动后敞开弧压,焊接轨道走完立刻封闭弧压。如遇到暂停,需立刻封闭弧压,持续操作时,焊枪移动后主动翻开。 10 芯外接操作面板接口脚号信号复用脚号信号复用 1 切换(XY/CZ 手动) 2 X+ 按键(C+) 3 Y+ 按键(Z+) 4 回切开点( 暂停移开后回切开点) 5 面板/ 电脑切换 6 X- 按键(C-) 78 发动按键持续( 暂停后持续) 9 10 注: 1、M


