





日铁等离子焊机电源的解析pdf
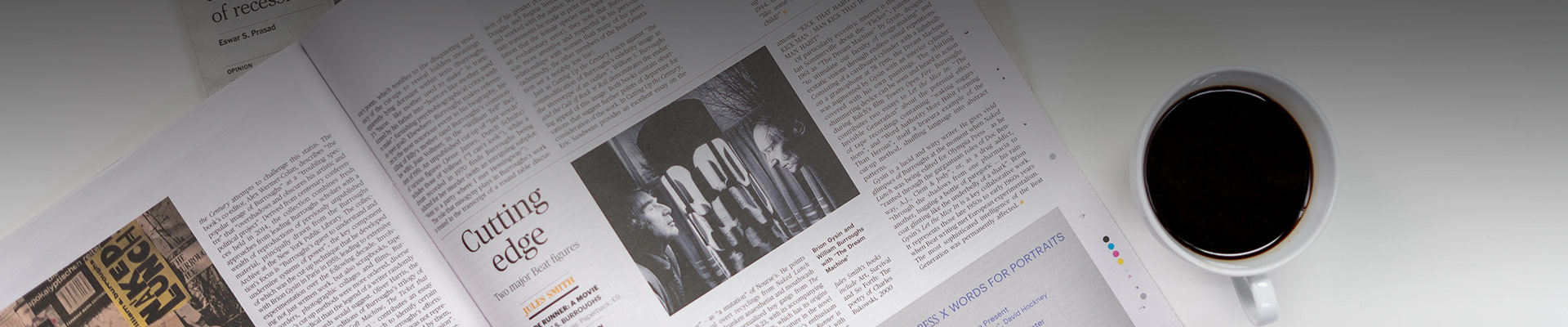
科技信息 。机械与电子0 SCIENCE&TECHNOLOGYINFORMATION 2011年 第 19期 日铁等离子焊机电源的解析 林 坚 (三菱电机(广州)压缩机有限公司 广东 广州 510000) O 概 述 流设备 内部设定为 10A,有连续和不连续导弧两种模式。起动信号经 0.3秒后 ,开始高频点火 ,主弧相应启动 ,其 电流从4A骤升至25A,电 在筒体 的闭合焊接 中,等离子焊接机应用 较为广泛 ,特别是压缩 弧也 由钨 电极与喷嘴间转移至钨电极与工件之间,高频点火完成之 机制造行业中压缩机的中壳体闭合焊接 ,几乎都是使用板材卷板、缩 后,马上进行 电弧检 出确认,检知有 电弧存在后主弧电流在 0.7秒内 管及修正成圆筒后 ,再通过等离子焊接机闭合焊接 。等离子焊接具有 由25A升至 180A的正常工作电流 。同时焊接气体也相应 由3,6L/min 热能集中度高 ,且 由于等离子气流形成线状势能 ,穿透性极强 ,对焊接 降回原来 的2.51Jmin工作流量状态 ,此过程 即是工件从起弧到正常 材料带来的影响较小 ,是一种强力稳定的焊接方法 。现在大多数都在 焊接的过程。焊接至接近工件尾端 6ram左右时,收弧起动信号动作, 使用 日铁熔接工业株式会社的等离子焊接 Nw一35OAH一Ⅲ型号 电 进行尾部收弧处理,主弧焊接电流 由180A在 0.5秒 内下降至 16A,同 源。其技术成熟 ,故障少,采用 较为方便,且工件焊接均匀平稳 ,能连续 时焊接气体及流量、保护气体流量也在相应时间内下降为 1.4L/min。 批量焊接,生产效率较高。但是等离子焊接机各焊接条件及所设定 的 在焊接至距工件尾端2mm左右处 .继续保持 电流和气体流量在稳定 参数对焊接都极为敏感 。等离子正常焊接电流、起弧电流,初期起弧时 的收弧处理数值下经过约O.5秒 内的尾部处理,主弧电流及气体流量 间、焊接气体流量 、保护气体流量 、收弧气体流量、气体纯度 、收弧处理 较低的 目的是使收弧平稳 。否则会造成工件尾部烧穿或形成较大的开 位置、焊枪前后左右位置及高度 、冷却水状况、焊枪 内部零部件损伤及 口,收弧处理完毕还需延长 2秒保护气体的送气时间,防止收弧部位 清洁度等任何一个条件只要有轻微的变化 ,都会对焊接效果产生非常 氧化。整个焊接过程完毕后 ,推杆将焊接完成 品推 出,然后快速退回, 明显 的影 响。所 以如果对各项条件有熟练 的掌握 ,就能保证设备非常 再推人下一个工件到隧道模具中焊接 ,如此连续 自动批量生产,效率 稳定地生产 。再介绍一下设备一般 的故障处理方法,供各位设备管理 较高。 者参考 。 起动信号 r] r] ● ● 高频点火 几 电弧检出 I 一, , ~ ,, r≯ ,/I ,/ ∥ 主弧 电流 \Len 导频 不连续 r_ 导频 连续 / 。 , I 。 ,J。,。 I ,, ,』/ I』t r—\ 2 5LJMin 14L 焊接件 一 溶接气体流量 \—j 2.5LEMl13 14L 保护气体流量 \_— 主弧焊接 l,, , I I, - A 焊接原理图 焊机工作时序图 1 电源工作原理 2 设备故障对策 1.1 等离子弧 的形成 电源主要的故障是工件在焊接时不能点火起弧。以下几种解决方 Nw一350AH一Ⅲ型电源的等离子焊接不用添加焊料,而是 由纯 法 .可供大家解决不能点火起弧参考 : 度 99.99%的Ar作为等离子气 、(Ar90%+H210%)的混合气体作为焊 2.1 导弧 电流设定 接时的保护气体 。母材接 电源正极,钨 电接 电源负极,首先等离子弧产 导弧电流有连续和不连续两种模式。不连续状态在主弧启动后 , 生于钨 电极与喷嘴之 间,然后再转移到钨 电极与母材之 间.进行母材 导弧断掉,这样可成少喷嘴消耗 ,但如果一次起弧度不成功,就会造成 焊接 。Ar在钨 电极与母材之 间被充分 电离 (Ar—Ar++e)后 的气体流 即 点火起弧失败 。因焊接电流仅有 180A,对喷嘴损耗并不大,一般用连 是等离子体 。等离子经过机械压缩效应 (即 自由电弧被强迫通过 续状态,此时导弧和主弧一起连续工作 。其优点是使主弧更稳定,可防 p‘3.2ram 的细喷嘴孔 、使弧柱直径强迫缩小)、热收缩效应 (即冷却水使 止起弧点火失败 。另外经多次试验 ,有不能起弧焊接的故障出现时,将 靠近喷嘴 内壁 附近温度和 电离度迅速下降并形成一层冷气膜 .迫使弧 主弧基本 电流 的4A提高至 9A,也会起到良好 的起弧效果 。 柱收缩)、电磁收缩效应 (即带 电粒子流相 当于无数根平行通 电导体 , 2.2 电气确认 各根导体在 自身磁场 的作用下互相吸引并靠近 ,使弧柱收缩)。在三种 可按 以下步骤进行各 电气项 目确认 : 压缩效应下,等离子弧柱被压缩得较小,因而能量非常集 中。等离子弧 (1)打开导弧起动按钮、打开起动信号,如果起动信号灯不亮 ,请确 的穿透性很强,利用小孔效应 (随着等离子弧相对工件 向前移动,弧柱 认:①焊枪内部电缆线断否;②外部输入信号是否异常; 在熔池前缘穿透焊件形成小孔的现象),实现工件焊接。 (2)确认是否有导弧气体从焊枪喷嘴流出,假如没有,请确认:①气 1.2 焊接过程的解析 体焊枪管路折叠、扭曲造成气体阻塞;②气体流量调整阀关闭着; 首先推杆快速将工件推人隧道模具中,模具中感应开关感应到工 (3)从电源左侧面的高频波窗口看电火花,如果没火花,请确认:① 件后 ,发出开始焊接指令 、接着导弧启动信号发出持续 1秒钟 ,同时有 高频波基板 (6PC)的电源 电压 (AC100V),如果 电压正常 ,是 6PC故 流量为2.5L/rain的保护气体、2.4L/rain的焊接气体输入。为了确认和保证导 障;②高频波点火放电距离的矫正,矫正距离为:0.6+0.2mm); 弧点火成功 ,此时焊接气体流量由2.4L/min骤增至3.6L/min。导弧电 (4)看导弧是否着火 ,如果完全不着火 ,请确认 :(下转第 107页) 109 科技信息 。机械与电子O SCIENCE&TECHNOLOGYINFORMATION 2011年 第 19期 正是 由于锁相环 PLL频率合成与直接数字频率合成有各 自的优 出与PLL中的反馈分量相混频,然后作为鉴相器的参考输入 ,通过改 缺点,因此在实际的设计 中,常常把二者结合起来 ,取长补短,相得益 变DDS的输出频率,从而改变鉴相器的鉴相频率,来达到控制管理系统输 彰。在设计电路时经常要在带宽、频率精度、频率转换时间、相位噪声 出频率的 目的。VCO的输 出滤波即为该组合方案的输 出,其频率为: 等要求 中折衷考虑,因此,出现了多种将两种技术结合起来构成 DDS lNl 与 PLL混合技术实现频率合成的方案 。DDS有输出步长小而又有较 这方案的难点在于系统中的带通滤波器很难实现,因为同时考虑 高相噪的优点,但 同时又有杂散较多的缺点,而 PIJL在输 出步长小时, 对谐波和杂散 的抑制 以及对混频器 的匹配问题 ,而且混频器 的隔离度 相位噪声差,但它对杂散的抑制性能 良好。所以DDS与 PLL两种频率 有限,因此会给系统带来比较多的杂散分量,因此导致系统频谱纯度 合成技术结合起来,是一种非常合理的频率合成解决方案 。所 以DDS+ 下降。在实际应用 中,这方案的杂散抑制很难获得 比较高的指标 。 PLL频率合成 慢慢的变成了 目前使用最为广泛的频率合成技术之一。 2.4_3 DDS在PLL环内分频方案 DDS+PLL频率合成主要有 以下三种方式:(6171 这方案 的原理 图如图 5所示 : (1)DDS激励锁相环 PLL (2)PLL内嵌 DDS (3)DDS在 PLL环 内分频 2.4.1 DDS激励锁相环 PLL 这方案的系统原理框图如图 3所示 — LPF 卜—— PD 卜一 LF __ 一 ——— —r 一 一 图5 DDS在 PLL环 内分频 PL L—__lN/L DDS在PLL环内分频方案 ,VCO输 出一路作为DDS的参考时钟 , 再 由DDS的频率输 出反馈 回鉴相器 。VCO另一路直接滤波输 出,其输 图3 DDS激励锁相环原理图 出频率为 : 这方案是 DDS+PLL频率合成技术 中最基本最简单的一种方案 。 = K =孚 DDS输 出信号作为锁相环的参考频率,通过 MCU控制 DDS输 出频率 其 中,K为频率控制字,A为 DDS的位数 。在DDS内环分频方案 来改变锁相环输出频率。该方案可以用较高的鉴相频率来提高锁相环 中,DDS作为一个小数分频器,提供小步进 的可变分频 比,因而可在锁 的频率切换速度 ,同时利用 DDS的高分辨率来保证频率间隔,而PLL 相环的输 出获得相对高的频率分辨率。其分辨率为: 的带通性可 以很好 的抑制 DDS输 出频谱中的部分杂散 。必须要格外注意的 是.DDS激励PLL输出频率的步进间隔随着DDS的相位控制字 N的 不同而不 同,因此步进 间隔在整个输 出频率范 围内并不是恒定不变 由上式可知,该方案的分辨率 同时取决于 DDS和 /=,在 K值较大 的。该方案的优点是可以充分的利用锁相环的窄带滤波性能 ,提高对 时,,:可选取较大的值以获取较短的频率转换时间。 带外杂散 的抑制能力 ,降低杂散水平 。同时也可采用高 的鉴相频率 fDDS输 出频率)来提高PLL的频率转换速度 ,并利用 DDS的高分辨率 3 结束语 来保证小频率间隔。该方案中系统的调频时间由PLL决定,也就是环 频率合成技术 目前应用十分普遍 ,而在现在繁多的设计的具体方案 中, 路带宽决定。要想获得比较高的调频速度 ,环路带宽必须充足宽;相 要结合实际需要的指标和应用场景范围.合理的选择频率合成器的结构 以 反,要想获得好的相位噪声指标,环路带宽必须尽量的窄。这就是一对 及 电路设计 。目前各种具军用、民用频率合成器较多的采用了混合式 矛盾的指标 ,需要综合系统的指标来考虑。 频率合成结构,将两种频率合成技术结合在一起,取长补短,能达到单 这方案的优点是电路简单可靠,易于调试和实现。缺点是 DDS的 一 合成技术难 以达到 的效果 。 杂散和相位噪声在带内被恶化 20xlg(N)dBc,其 中N是锁相环分频器 的分频次数,其频率分辨率 由于 PLL的倍频作用会降到 DDS的频率 【参考文献 】 分辨率的 1N/。 [1]张风珍.频率合成器的研究D【】.北京:北京交通大学,2007:15—16. 2-4.2 PLL内嵌DDS方案 [2]戴逸 民,编著.频率合成与锁相技术 .合肥 :中国科学技术 出版社 ,1995:1— 这方案的原理图如图4所示: 3.15—26. [3]范博 ,编著.射频 电路原理与实用 电路设计.北京 :机械工业 出版社 ,2006: 252-254. [4]王轶.基于 DDS+PLL技术 的高性能频率源研究与实现[D】.长沙 :国防科学技 术大学 。2004:6—8. [5]周砾丽.高分辨率低杂散频率合成器的研制[D】.成都:电子科技大学:6—8,l2— 2O. [6]杨建军.DDS+PLL组合系统及实例.北京 :电讯技术 ,2001(1):72—75. [7]高泽溪,王诞燕.DDS+PLL技术与应用.北京:电子技术应用,1997(9):39—41. 图4 PLL内嵌 DDS方案框图 这方案把 DDS内嵌于 PLL环路 中,具体来说就是采用 DDS的输 [责任编辑:常鹏飞] (上接第 1O9页)①焊枪喷嘴和电极是否接触在一起;②焊枪冷却水管 故障;④焊接气体流量是否适当。 中间的导线是不是已经断掉: 另外,焊接电源必须定期清扫。否则,会因电源内部基板吸上尘埃 (5)导弧着火后又马上熄灭,请确认:①点检焊枪中的钨电极、喷嘴 易引起线PC基板故障率较高,需 是否异常;②试试降低着火气体流量能否变成着火稳定 ;③测试导弧 准备一定的备件 ,出现故障时可立即更换,保障生产。基板故障一般是 电流是否在 IOA左右,如果不稳定即7PC或 8PC电子基板故障: 由于表面有尘埃油迹造成,经清洗、干燥后一般都可恢复正常,所 以为 (6)主弧着火不稳定,请确认:①点检焊枪内喷嘴、电极、定心磁石、 了保证电源的正常32作,保养工作很重要 。 密封件是否异常,是否有冷却水溢出;②焊接件连接电缆是否接触不 良;③焊接 电流值显示是否稳定,不稳定时可能 1CT基板或 9PC基板 [责任编辑 :张慧] 107
情境激趣 巧妙设问 活动探究 反思提升——《数列的概念及表示》的教学设计评析.pdf
【可行性报告】2023年工艺品及其他制造产品行业项目可行性分析报告.docx
【可行性报告】2023年户外机柜温控节能相关行业可行性分析报告.docx
【可行性报告】2023年泳池水处理设备相关行业可行性分析报告.docx
【可行性报告】2023年羟丙基甲基纤维素相关行业可行性分析报告.docx
煤矿井下电气设备失爆标准及图片讲解ppt课件--煤矿井下电气设备失爆标准及图片讲解.pptx
第16课《我的叔叔于勒》(教案)-2022-2023学年九年级语文上册随堂教案.pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者
- 上一篇:led电视
- 下一篇:2023-2028年中国芯片产业链投资规划及前景预测报告


