





第六讲_等离子熔炼pdf
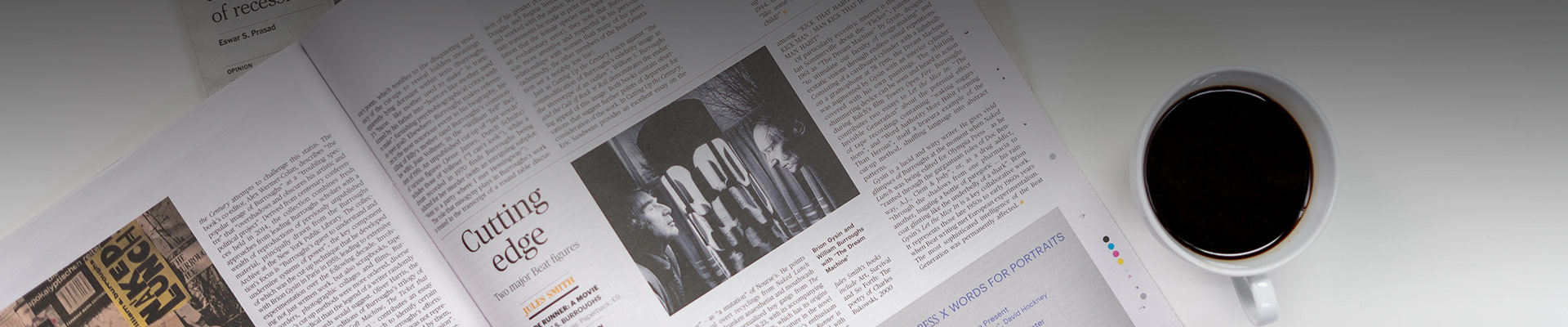
Northeastern University 特种熔炼 第六讲 等离子熔炼 姜周华 东北大学 2006 年11 月 Northeastern University 第六讲 等离子熔炼 目 录 等离子熔炼及其特点 等离子枪的电极材料和等离子工作气体 等离子熔炼的类型 Northeastern University 第六讲 等离子熔炼 6.1 等离子熔炼及其特点 等离子体是一种强有力的高温热源,它不仅广泛地用于焊接、切割、 喷涂、化工以及宇航事业的某些试验,而且还用于冶金工业-等离子体熔 炼。 等离子熔炼利用等离子弧作为热源来熔化、精炼和重熔金属的一种新 型熔炼方法。 上世纪60年代初应用于冶金工业,大多数都用在金属材料的精炼以及熔炼 高纯度和特殊性能的钢和合金,尤其是高温合金和精密合金。 Northeastern University 第六讲 等离子熔炼 6.1.1 等离子体的产生及其分类 在一般条件下,气体是中性质点,并不导电。气体粒子是由分子和原 子所组成,而气体的原子则是由原子核和电子构成。原子核和电子之间靠 静电引力的作用结合在一起,形成中性原子。当给气体原子的外层电子以 一定的能量时,则外层电子便会脱离原子核的吸引变成为自由电子,而原 子则变成正离子。 等离子体就是由大量的自由电子、正离子以及未经电离的气体原子 和分子所组成的混合体,这种混合体所带的正、负电荷的总和是相等 的,并表现出集体行为的一种准中性气体,也能说它是物质在高温或 特定的激励下的一种物质状态。由于它的物理化学性质与一般的气体、 液体和固体不同,故有物质的第四态之称。 虽然等离子体在电的性质方面呈中性,但是在外电场的作用下却具 有良好的导电性、导热性,同时又是一个高温热源。 Northeastern University 第六讲 等离子熔炼 为了获得等离子体,必须供给一定的能量使气体电离。对于不同的 气体,电离时供给的能量也不同。 表6-1 常用气体电离的电位 气体种类 He Ar N2 H2 电离电位(V ) 24.59 15.76 14.50 13.50 气体的电离电位越高,电离时所需供给的能量也越大。为了使气 体电离,可以采用以下方式供给气体能量: 用加速到一定的速度的粒子撞击中性气体粒子; 用一定波长的光照射中性气体粒子; 将气体加热到一定的温度,使气体产生热电离。 当电流通过电弧柱时,就像通过一般的电阻一样,会产生热量, 这个热量可把气体加热到很高的温度,而使它产生热电离。 Northeastern University 第六讲 等离子熔炼 电离度 由于电离后的正离子和电子的数量是相等的,离子或电子的密度与电 离前中性粒子的密度比,称为电离度。 气体的电离程度如何,一般可用电离度来表示。 h d N 式中:d――气体的电离度; h ――气体中的离子数; N ――电离前其他中的总质点数。 Northeastern University 第六讲 等离子熔炼 气体分子在电离前,首先要分解成原子。据文献报导,各种气体分子的分 解,大约在10000K时基本上能完成,而在温度为30000K时,几乎都变成了离子。 气体可发生一次、二次电离,如果供给更多的能量,则还可多次电离。但等 离子体在宏观上仍保持电中性。 表6-2 氮、氩在电离时的电离电位,V 电离次数 Ⅰ Ⅱ Ⅲ 气体种类 氮 14.5 29.4 47.4 氩 15.76 27.5 40.9 气体的电离程度是随着温度的变化而变化的,温度越高,电离的次数也相应 增加。 Northeastern University 第六讲 等离子熔炼 等离子体的分类 根据温度和压力的不同,等离子体可分为高温等离子体、低温等离 子体、高压等离子体和低压等离子体等。高压等离子体的压力可达几 个到几百个大气压;而低压等离子体的压力,常为一个大气压或低于 一个大气压。 表6-3 高温与低温等离子体的特性 类型 电离度d T (K ) 导电性 高温等离子体 ≈1 106~108 很高 1 3 4 低温等离子体 5 ×10 ~3 ×10 较高 电 弧 1 3 3 5 ×10 ~6 ×10 一般 目前工业上应用的是低温、低压等离子体,而产生等离子体的方 法主要有电弧法和高频感应法。 Northeastern University 第六讲 等离子熔炼 6.1.2 等离子体发生器 等离子发生器:是将气体加热到离子化的一种设备,有称等离子枪。 非转移型 电弧等离子枪 转移型 等离子体发生器 中空阴极型 高频等离子枪 Northeastern University 第六讲 等离子熔炼 转移型与非转移型电弧等离子枪的工作原理 非转移型等离子枪有阴阳两极组成,阴 极是钨棒,或表面敷有ThO2的钨棒(或称 钍钨电极),阳极是水冷的铜喷嘴。 非转移型等离子枪工作时,先用其他的 电源在阴极与阳极之间触发电弧,即通电 后,阴极由于受到正离子的撞击而被加热, 因温度高而不断发射出电子,由于电场的加 速作用而又使这些电子不断射向阳极。这些 电子在射向阳极的途中又不断撞击其他的气 体原子,并使之电离,从而产生等离子体。 同时连续送入的工作气体穿过电弧空间之 后,成为从喷嘴喷出的高温等离子焰流动。 图6-2转移型与非转移型电弧等离子枪的工作原理 当等离子体离开喷枪的喷嘴之后,其中的正 a-非转移型电弧等电子枪;b-转移型电弧等电子枪 离子和自由电子随即复合为气体的原子和分 1-被加热材料;2 -等离子焰;3 -电弧;4 -电弧等 子,并放出原先在电弧中所吸收的能量。 离子流;5 -水冷喷嘴;6-阴极 Northeastern University 第六讲 等离子熔炼 中空阴极型电弧等离子枪的阴极 用钽管制成,阳极为被加热的材料。 采用钽管做阴极,是因为在同样的条 件下,钽阴极发射电子的能力要比钨 极大十倍左右。由于钽容易氧化,所 以工作时炉内需要保持真空。在一般 情况下,中空阴极等离子枪也是利用 高频电源来触发工作气体使之电离。 当工作气体一经电离以后,在阴极和 作为阳极的被加热材料之间就有电弧 图3 -3 中空阴极型电弧等离子枪的工作原理 和等离子流通过。 1-被加热材料;2 -电弧等离子流;3 -中空阴 极;4 -直流电源 Northeastern University 第六讲 等离子熔炼 转移型等离子枪在枪体上同非 转移型等离子枪几乎相同,引弧方 式也一样,所不同的是起弧后电源 的正极由枪体的喷嘴转移到被熔化 的材料上,在阴极和阳极之间形成 等离子弧,其长度比自由电弧或等 离子焰流长得多,有的可达1m以上。 图3 -4 转移型等离子构 国际焊接学会曾经建议将转移型弧 1-电源接头;2 -压盖;3 -密封填料;4 -阴极 称做等离子弧,而将非转移型弧称 杆;5 -枪体;6-分流环;7-阴极 为等离子焰流。 Northeastern University 第六讲 等离子熔炼 高频等离子枪的枪体结构与电弧等离 子枪完全不同。它的枪体用石英管制成, 石英管外绕有感应线圈,此线圈与高频电 源相连接,电源频率为5~50MHz 。为了 引发工作气体电离,在石英管的上端装有 一根石墨或钨制的引发棒,供引发工作气 体电离用。工作时,先将引发棒下移至感 应圈的工作室中间,当通入高频电流后, 它被加热到很高的温度,而将周围的工作 气体电离。此时这些带电粒子在高频电场 图3-5 高频感应等离子枪 的加速作用下,发生碰撞,因而得到所需 1-引发棒;2 -石英管;3 -感应线 用的等离子体。当这些等离子体随着工作 -等离子焰;5 -高频电源 气体喷出管外时,形成等离子焰。 Northeastern University 第六讲 等离子熔炼 这种等离子枪若以Ar为工作气体时,所产生的等离子焰的温度约为 10000~15000℃,而它所形成的气流,其喷射速度约为10~100/s,与 电弧等离子流的速度相比,要低得多。 高频感应型等离子枪在操作过程中不使用电极,故能使用任何气体。 另外,由于没有电极材料的污染,这种等离子焰比电弧等离子焰更洁净。 但是,这种类型的枪功率较小,效率也较低。 等离子枪的类型较多,但工业上用于熔炼的等离子炉多采用转移型 和中空阴极型电弧等离子枪。 Northeastern University 第六讲 等离子熔炼 6.1.3 等离子弧的特点 等离子弧是一种气体电离度很高的电弧。国际焊接学会认为,等离子弧是一种 使用机械的或电的压缩作用而造成收缩的等离子体,能够把高度集中的热量传递到 较小表面上的电弧。等离子弧与普通电弧都是等离子体,但是只将压缩了的电弧称 之为等离子弧。 等离子弧具有以下特点: 温度高 等离子弧形成时受到喷嘴器壁的机械压缩作用,本身电流产生磁收缩以及本身 的热收缩等效应的影响,弧柱为细束形状,当大电流通过,能量高度集中。炼钢电 弧炉的电弧最高温度,5000~6000K, Ar气为工作气体等离子弧温度,24000~ 26000K 导电能力强 通常气体是很好的绝缘体,由中性的原子或分子构成。但当气体电离形成等离 子体以后,含大量的带电粒子,使之在外电场的作用下,显示出很强的导电能力。 等离子弧的弧柱具有较高的电场强度。普通电弧弧柱的电场强度一般很少超过 10V/cm;而等离子弧柱电场强度通常为10~100V/cm。 Northeastern University 第六讲 等离子熔炼 流速高 当工作气体在喷嘴孔道中被加热到很高温度,体积剧烈膨胀。当等离子流喷 出时,以极高的速度射向被熔化的金属。Ar弧等离子流射出时,100~500m/s 。 燃烧稳定 由于气流的稳定作用,加之弧柱的密度大,等离子弧具有较强的稳定性。 Northeastern University 第六讲 等离子熔炼 6.1.4 等离子弧的温度特性 形成等离子弧高温的原因,有机械方面和电热方面造成的压缩作用, 表现在以下三各方面: 热收缩效应 电弧射出后,受到冷却,使消电离速度大于电离速度。电弧柱导电截面积相应 缩小。缩小的截面积上通过原来大小的电流,电流密度增大,温度升高。 磁收缩效应 电弧电流产生的磁场对弧柱的压缩作用。这种作用随着电流密度的增 大而增强。 机械压缩效应 在等离子枪的气体喷出端安装有喷嘴,并经喷嘴口流过工作气体,因而同样使 射出的电弧受到一种压缩作用。这种压缩作用只是一种机械的压缩。 Northeastern University 第六讲 等离子熔炼 除此之外,电弧空间的气体成分,以及电极材料等,对电弧的温 度影响都较大。如果电弧空间气体的电离电位越高,则电弧的温度会 越高。但是电弧空间气体中也包含着电极材料形成的蒸气。当采用金 属电极燃烧时,由于电弧空间有金属电极的蒸气存在,而它们的电离 电位又都比较低,使得电弧的温度都比等离子弧的低。而当采用钨制 的电极燃烧时,由于钨很少蒸发,故电弧的温度比较高。 Northeastern University 第六讲 等离子熔炼 6.1.5 等离子熔炼的优越性 熔化速度快,热效率高 例如一座容量为2t 的等离子电弧炉与容量的三相电弧炉相比,其生产率约高 30~40%,而电耗仅为同容量电弧炉的75%左右。 去除气体和非金属夹杂物较充分 在等离子电弧的高温以及等离子流的喷射作用下,金属材料中的气体和非金属 夹杂物可以充分去除。例如采用等离子电弧炉重熔GCr15钢时,与电弧炉相比,钢 中氧化物、硫化物和氮化物等夹杂都有所减少,金属中的[O]、[N]含量也分别减少 33%和29.8% 。见表6-4所示。 表6-4是几种不同方法熔炼GCr15钢时钢中夹杂和[O]、[N]的含量 非金属夹杂物,% 气体,ppm 熔炼次数 熔炼方法 氧化物 硫化物 氮化物 [O] [N] 电弧炉 40 0.0096 0.0096 0.0020 33 104 电渣重熔 44 0.0076 0.0013 0.0019 24 85 线.0029 0.0041 0.0011 22 73 Northeastern University 第六讲 等离子熔炼 去除气体和非金属夹杂物较充分 表6-5是几种不同方法熔炼1Cr13Si2Mo2时钢中非金属夹杂物的含量 氧化物 硅酸盐 碳氮 氧化物与 熔炼方法 球形的 线性的 可变性的 不变形的 脆性的 化物 硅酸盐 电弧重熔法 - - 0.50 1.96 - - 3.03 真空电弧重熔法 - - 0.50 0.66 - - 0.71 电渣重熔法 1.50 0.60 0.50 0.50 1.16 - - 等离子重熔法 1.11 0.50 0.50 0.64 0.61 0.50 - 注:表中数据是按前苏联国家标准гост1778-62取的平均值。 从表6-5可以看出,等离子重熔法去除钢中氧化物和硅酸盐夹杂的效果 比普通电弧炉冶炼以及电渣重熔的要好。而钢中不变形的硅酸盐夹杂物含量 比普通电弧炉冶炼的要低,并与真空电弧重熔的含量几乎相等。 此外,等离子熔炼的金属锭中,非金属夹杂物的分别也比较均匀。 Northeastern University 第六讲 等离子熔炼 当采用等离子熔炼时,同样能降低金属中氢的含量。在等离子炉中,当采用 直流电正极性熔炼AISI4340钢时,炉料中原始含氢量为8ppm,而锭中氢含量仅只 1ppm左右,见表6-6所示。 表6-6 等离子熔炼AISI4340钢时钢中的氢含量 金属状态 [H],ppm 平衡含量 1.4 1.6 0.8 0.2 0.8 0.4 0.9 0.5 钢 水 1~2 1~2 1~2 2 1 1.6~2.6 2.4 1.8 钢 锭 1 1 1 1 1 1 0.9 0.6 Northeastern University 第六讲 等离子熔炼 在等离子熔炼过程中,炉内可控制的Ar气氛之下工作,所获得的金属纯度较 高,有的钢中经等离子熔炼,其性能可与真空感应炉熔炼的媲美。例如用等离子电 弧炉所熔炼的不锈钢,除了拥有非常良好的抗腐蚀能力以外,还具有良好的延展性(见 表6-7所示)。 表6-7 两种方法熔炼1Cr18Ni9Ti钢的机械性能比较 σ δ φ α 钢 种 熔炼方法 b 2 2 (kg/mm ) (%) (%) (kg·m/cm ) 线 48 65 >31.4 对于电热合金,采用等离子重熔法比普通电弧炉生产的质量要好,常规使用的寿命 要高得多。若将Cr13Al4合金经等离子电弧炉熔炼后,并加工成0.8mm的电阻丝, 它的寿命一般可以达到1624h (指电阻丝在1100℃下加热直到断裂时的时间),而采用普通 电弧炉生产的这种合金,常规使用的寿命只有263h 。而等离子电弧炉熔炼的高温合金, 其质量可与真空感应炉媲美。 Northeastern University 第六讲 等离子熔炼 经过等离子重熔后的1Cr21Ni5Ti钢,它的强度比其它熔炼方法的要高,表6 -8列举不同熔炼方法所获得的1Cr21Ni5Ti钢的机械性能。 表6-8 不同方法熔炼1Cr21Ni5Ti钢的机械性能 在20℃时的机械性能 熔炼方法 σ (MPa ) δ (MPa ) δ(%) φ(%) B T 电弧重熔法 798 571 22.9 57.06 线.00 等离子重熔法 846 633 21.7 58.30 按ЧМТУ1298-65指标 539 — 20 — Northeastern University 第六讲 等离子熔炼 合金元素烧损少 由于等离子弧的温度高,熔化速度快,熔炼过程中有惰性气体的保护,因此几 乎可以较完全地吸收合金添加物,甚至易挥发元素Mn 的收得率也能够高达96~98% 。 表6-9 普通电弧炉与等离子炉内的合金收得率 等离子炉内元素收得率(%) 元素 普通电弧内元素收得率(%) A B C D C - 70~80 100 94 86 Ni 96 - - 100 100 Si 95 90 99 100 100 Mo 95 95 - 100 100 Ta 75 - - 100 - Nb 75 - 97 100 - Mn 94 98 98 96 96 Ti 50~70 - 95.5 65~87 85~90 W 85~90 90 - 97 - Al 80 90 96.5 61 90 Cr 97 95 100 100 100 V - - 100 - - B - - 95 - - 注:A为国内炉容量为500kg数据,B、C、D为国外不同作者的数据 Northeastern University 第六讲 等离子熔炼 工作电流、电压稳定 若与普通电弧炉和真空电弧炉相比,等离子电弧炉的工作电流与电压稳定。在 进行等离子重熔时,加上造渣,再锭表面能形成薄渣壳,能获得光滑的锭表面, 而在锻打前可免于表面精整处理。 可以在不同的气氛、压力下工作 等离子熔炼时,根据不同工艺技术要求,炉内可选用不同压力以及不同的气氛(如 还原性、惰性等)。 避免增碳的可能性 等离子熔炼炉使用的等离子喷枪电极和喷嘴均为金属制成,因而在熔炼中没有增 碳的可能性。同时,等离子弧的温度极高,脱碳速度快,可拿来生产[C]含量极低 的超低碳不锈钢。据资料介绍,有的可使[C]含量降低到0.005~0.009% 。 Northeastern University 第六讲 等离子熔炼 可造渣精炼 等离子炉不仅可采用精料熔炼,而且还可通过粗料,甚至硫含量较高的炉料。 当以石灰和萤石为渣料熔炼时,可取得较好的脱硫效果,脱硫效率一般可达到 30~60% 。 表6-10 等离子熔炼时钢中硫含量的变化 [S],% 炉衬材 序号 炉数 炉料中 成品钢中 [S]的变化 质 Ⅰ 17 0.069 0.012 -0.057 铬镁 Ⅱ 4 0.018 0.008 -0.010 铬镁 Ⅲ 9 0.028 0.011 -0.017 刚玉 Ⅳ 2 0.071 0.034 -0.037 铬镁 为了进一步提升脱硫效果,可采取换渣的方法,还可采取(Ar+H )弧喷射 2 含钙的化合物粉末,可将钢中硫含量降到0.0007%左右。 Northeastern University 第六讲 等离子熔炼 可使金属渗氮 为了更好的提高钢的强度极限和屈服极限,又不降低其塑性,可采用增加钢中氮含量 的办法(当今还有不少以氮作为合金元素的钢种) 。等离子熔炼中,若以氮作为工作 气体,能使钢中达到较好的渗氮效果。为了使钢中渗氮,可以不采用价格昂贵的含 氮铁合金为原料。据资料报道,采用氮弧渗氮,有的可使钢中[N]含量达到左右 0.6~1.0%左右。 表6-10 等离子熔炼时钢中渗氮的结果 [N],% [N],% 钢种 钢种 坯中 锭中 坯中 锭中 X20H10 г6 - 0.05 X18H10 - 0.41 X16H25M6 0.08 0.30 X21 г7AH5 0.17 0.46 X88H9 - 0.40 X25h12AP 0.42 0.58 X16H25M6 Φ 0.08 0.30 X15H5AM2 0.09 0.21 X17H4 г14 Φ - 0.52 X15A г15 - 0.44 X19AH16 - 0.18 X20 г10H7M2 - 0.99 Northeastern University 第六讲 等离子熔炼 加压等离子电弧熔炼(PARP) 用等离子弧渗氮时,熔融金属暴露于等离子弧中时利用化学吸附和电场吸附 使钢水增氮,其平衡时氮的浓度远大于热力学氮饱和浓度。 Torkhov采用加压等离子电弧炉制备25Cr16Ni7Mn0.6N高氮不锈钢实验研究表 明,采用等离子弧能加速钢水的渗氮,而且金属杂质含量较低,在较低的 氮分压下,不需要添加氮化合金就可以获得非常高的氮含量。 图 加压等离子电弧熔炼示意图 Northeastern University 第六讲 等离子熔炼 改进型等离子加压熔炼工艺(PPMP) Siwka研究发现利用等离子体渗氮得 到氮含量高于气体渗氮,在钢液面上 添加精炼渣可极大提高氮的饱和度; 氮工作所承受的压力能大大的提升到1.2MPa ; 通过炉子底部的浸入式多孔透气塞吹 氮气,在气体渗氮的同时,搅拌钢液 以实现氮和温度的均匀化; 从顶部设有加料仓,底部设有的铸造 系统可实现高氮钢液在高压下凝固。 改进型等离子加压熔炼工艺示意图 Northeastern University 第六讲 等离子熔炼 元素蒸发量较小 等离子熔炼与其它几种熔炼方法(如真空电弧熔炼、真空感应熔炼以及电子束熔 炼等)不同之处是在熔池上方有气氛压力,因而金属中元素的蒸发量较小。 设备较简单,易于调节温度 与真空炉相比,等离子炉设备简单,其弧温比较易于调节。 重熔炉料的范围较广 与真空电弧炉相比,等离子重熔炉不仅能重熔棒料,还可以重熔块料。 Northeastern University 第六讲 等离子熔炼 6.2 等离子枪的电极材料和等离子工作气体 等离子枪的电极材料 等离子枪的喷嘴用紫铜制成,电极材料为难熔金属。从阴极过程来讨论阴极 材料选择时,阴极应具有较低的逸出功和较强的电子发射能力。常用钍钨,铈钨 为阴极材料。 此外,阴极材料的选用,还与等离子枪中的工作作气体的种类有关。对于钍 钨或铈钨阴极,若工作气体中含有少量的氧,会大幅度提升阴极的烧损量。 表3-14 氮气的纯度对钍钨阴极烧损的影响 工作电流 切割时间 阴极烧损 烧损率 工作气流 氮气纯度 -1 -1 (A) (min) (g) (g·min ) 量(1·h ) (%) 95 300~350 1.8 1.69 0.9 1800 99.5 300~350 2.7 0.054 0.02 95 350 9.0 3.0 0.38 3000 99.5 350 5.7 0.026 0.005 Northeastern University 第六讲 等离子熔炼 6.3.2 等离子工作气体 目前工业上采用的工作气体主要有Ar 、H 、N 、He,还有Ar和N 、Ar和H 2 2 2 2 的混合气体。 氩 Ar ,单原子气体,易电离,惰性气体,不仅对燃烧的电极和同时对被加热、熔 化的金属均起保护作用。最经常、最大量被使用。 氢 H2 ,双原子气体,还原性气体。热函和导热系数最高,传热能力强,可有效地 防止金属的氧化。但在高温下,增加的氢在金属中的溶解度,影响金属的性质,使 用时受到某些限制。 氮 N2 ,热函较高,化学性质不活泼,成本较低。为常用气体。 氦 He,热函和导热系数相当高,且为惰性气体。但使用费高,较少应用。 Northeastern University 第六讲 等离子熔炼 6.3 等离子熔炼的类型 设备结构 等离子电弧炉 等 离子 不同 电弧熔炼 等离子电弧重熔炉 加热方式 等离子熔 不同 等离子 炼的类型 感应炉熔炼 等 离子 电子束熔炼 Northeastern University 第六讲 等离子熔炼 6.3.1 等离子电弧炉(PAF) 1962年美国联合碳化物公司建成了一 台功率为120KW,容量为140kg的等离子 电弧炉,它是世界上最早出现的等离子电 弧炉。至今,前苏联、美国、德国、日本、 奥地利、英国和中国等国家,都建了砌有 耐火材料炉衬的等离子电弧炉。为了加热 钢水,已然浮现了等离子弧钢包加热的设 备。 对于非密封式的等离子电弧炉,要造 成少数的熔渣附睾金属液面,以防止 氧化、吸气等。若有脱硫任务时,可造碱 性炉渣,还可采用换渣操作,以使硫达到 图6-7 等离子电弧炉 合格范围。 1-喷枪;2 -炉盖;3 -辅助阳极;4 -出钢槽;5-电 磁搅拌设备;6 -耐火材料;7-炉底阳极;8 -铈钨 极;9 -等离子弧
2023年全国职业院校技能大赛规程(第二批)高职组 GZ083 产品艺术设计赛项规程.pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者
- 上一篇:一文读懂中国半导体设备产业
- 下一篇:本是相邻居 何必窃我电


